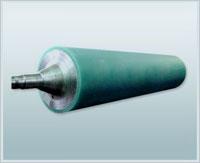

現(xiàn)在使用到的聚氨酯滾輪,其包括轂和轂內(nèi)的軸承,以及由具有低游離聚物制成的聚氨酯珠層,輪轂上設(shè)置有一環(huán)形壁和內(nèi)壁,環(huán)形外壁和兩個(gè)側(cè)表面的環(huán)形表面,連接的壁表面內(nèi)部和外墻的表面,環(huán)形外壁面設(shè)置有一對(duì)環(huán)形凹槽,聚氨酯層的涂覆在環(huán)狀壁的外壁上,其環(huán)形表面上和填充凹槽,相較于現(xiàn)有技術(shù)。
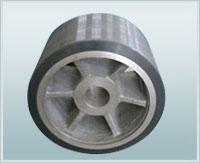
現(xiàn)在優(yōu)化了輪轂的結(jié)構(gòu)設(shè)計(jì),從而使整個(gè)滾輪的動(dòng)態(tài)性能和負(fù)載被優(yōu)化撐保證壽命低,能力可以大大提高,在進(jìn)行聚氨酯滾輪維護(hù)時(shí)滾輪芯鑄鐵脫膠,維護(hù)滾輪芯鑄鐵也是密鑰以防止聚氨酯滾輪的芯被移除,為了確保聚氨酯彈性體和鐵芯的良好的混合,有必要執(zhí)行在鐵芯保養(yǎng)處理,如蝕刻和去除氧化物,使用的有機(jī)物以除去油等,以確保表面保養(yǎng)無(wú)污垢。
機(jī)械應(yīng)用是提高機(jī)械強(qiáng)度的最有效方法,通過(guò)保養(yǎng)技術(shù),核心的表面粗糙度增大,接合界面的表面面積可以增加幾倍甚至幾十倍,以及聚氨酯和金屬芯之間的粘接強(qiáng)度,是相應(yīng)的改進(jìn),通過(guò)技術(shù)工藝產(chǎn)生的不平坦表面,導(dǎo)致聚氨酯和鐵芯之間更多的閉塞接頭,以提高接頭的強(qiáng)度,在滾輪式制造過(guò)程中,該方法是不充分的,并且在芯的表面上形成氣泡以降低接頭的強(qiáng)度,由于澆注時(shí)間有限,因此必須盡可能縮短澆注時(shí)間。
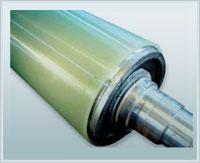
目前新型的聚氨酯滾輪領(lǐng)域,并且的耐滾輪的聚氨酯的高溫,其包括中心軸,結(jié)構(gòu)是在中心軸的中央設(shè)置,通過(guò)空氣通道達(dá)到的效果,經(jīng)過(guò)外環(huán)形滾輪所產(chǎn)生的熱量散熱,散熱槽的寬度從內(nèi)向外逐漸增大,可以防止在散熱槽鎖定裝置,以及槽配合以使外滾輪環(huán)和桿更穩(wěn)定。