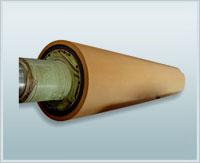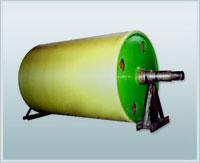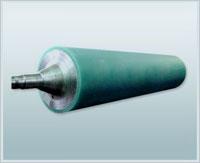

一、 概況 1、膠輥對(duì)聚氨酯材料的基本要求 (1)必須滿足各種膠輥所要求的物理機(jī)械性能指標(biāo); (2)必須和輥芯有良好粘合性、以適應(yīng)粘合成型的工藝要求; (3)膠輥硬度應(yīng)符合要求、輥面硬度應(yīng)均勻一致; (4)表面無(wú)氣泡,雜質(zhì)及機(jī)械損傷。 3、膠輥的主要技術(shù)性能 (1)硬度 各種膠輥的硬度參考值: 壓榨膠輥 80-90A 印花膠輥 92-97A 高速輪轉(zhuǎn)機(jī)制革膠輥 50-60A 擠水膠輥 75-85A 絲光軋輥 85A 墨輥 20-25A 冷軋輥 85-95A 烘缸托輥 85-95A 絲光軋輥 80-85A 高速平臺(tái)墨輥 25-30A 壓漿輥 60-65A 銅網(wǎng)伏輥 35-80A 絲方平洗輥 80-85A 一般平臺(tái)墨輥 20-25A 油印膠輥 20-30A 分毯膠輥 95-100A 平洗機(jī)上輥 100A 膠印機(jī)墨輥 30-35A 打字機(jī)膠輥 85-90A 案輥 95-100A 平洗機(jī)下輥 80A 一般印刷墨輥 40-45A 礱谷膠輥 75-95A 胸輥 70-80A 繩洗機(jī)輥 80-90A 拉絲輥 85-90A 毛布導(dǎo)輥 95-100A 軋染膠輥 85A 真空伏輥 80-90A 空心彎輥 55-60A (2)表面要求 根據(jù)具體的用途而定:有的要求表面光潔或需經(jīng)特殊加工或處理。 (3)中高率:膠輥中心部直徑和端邊部直徑之差:其作用是彌補(bǔ)較細(xì)長(zhǎng)的膠輥在運(yùn)轉(zhuǎn)中的撓度變形 膠輥的中高率隨膠輥的長(zhǎng)度而增加。 4、 金屬輥芯預(yù)處理 (1)認(rèn)真進(jìn)行輥芯的表面清洗、去除油污、潤(rùn)滑劑及金屬締合生成的有機(jī)物質(zhì)。清洗液一般可用通常的清洗溶劑或三氯乙烯等。 (2)認(rèn)真清除輥芯表面銹跡或氧化物。常用噴砂處理:對(duì)碳鋼質(zhì)輥芯 一般推薦用80-100目氧化鋁磨料:對(duì)鋁質(zhì)輥芯、宜用140-320目磨料進(jìn)行濕噴砂處理、噴砂后應(yīng)使用溶劑將表面殘留粉塵清除干凈。為獲得良好的粘接效果、碳鋼輥芯要在噴砂后4小時(shí)內(nèi)完成粘接、鋁質(zhì)輥芯可在噴砂后72小時(shí)內(nèi)完成粘結(jié)處理。 (3)認(rèn)真涂敷適宜的粘合劑(如NA-1、chcmlock-218、Thixon422等),涂敷粘合劑后輥芯應(yīng)在干燥空氣中干燥20分鐘,并在90-110℃下處理1小時(shí),然后進(jìn)行CPU 澆注操作。
歡迎訪問(wèn)無(wú)錫市正祥宏欣機(jī)械有限公司官方網(wǎng)站!